Moving band pinning on BoPET line.
Technology, principles & key features.
A perfectly controlled casting process
Towards our commitment of optimal production of BoPET films, we have introduced a new Precision Moving Band Pinning System – its key function is to produce high quality Bi-axially Oriented Polyester (BoPET) film at the fastest-possible chill roll speeds, maintaining best possible transparency and other physical attributes. Pinning systems generate an electrostatic effect to pin the extruded melt film on to the chill roll by causing ionization of air, thus eliminating minimizing air entrapment between film and chill roll. The elimination of entrapped air creates extremely close contact between the cast melt and chill roll resulting in a virtually clear cast film, suitable for subsequent orientation at maximum line speeds.
Technology
Unwinding / Rewinding Stations
The unwinding and rewinding station housings are made of high voltage resistive material. Each station has a spool for unwinding and rewinding the pinning band: driven by timing belts using extremely precise servo motors. A load cell system provides closed loop feedback to maintain controlled tension between of the band between unwinding and rewinding station. Both stations are equipped with adjustable insulation tubes to protect the casting roll against unwanted discharge at melt edges. HV Connectors are provided to supply the required connect High Voltage for electrostatic discharge & band heating. The band heating system helps prevent condensation of oligomer particles on the pinning blade. Additionally, we understand the key parameters of our client's technology, and have the capacity to seamless integrate our electrical drive and automation system with the existing technology in the shortest possible time. Depending on the scope our retrofitted system can reach the same standard of functionality for you, as any world-class system. We observe work safety requirements and EU standards at all times.
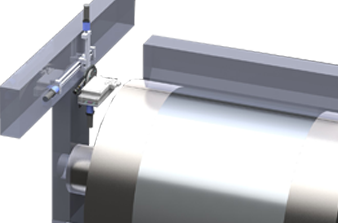
2 Axis gantry system and band angle adjustment
The precise positioning of the band is facilitated by three individually controllable movements. The horizontal and vertical movement is carried out servo driven linear slides with a precision of +/- 0.1mm. Limit switches and encoders are provided to control operation of the linear slides and brakes control operating positions and for "failsafe" locking, in the event of power failure.
Spark Arrestor System
In our continuous endeavour to provide the best to the Polyester / Polyimide film Industries, we have developed a unique Spark Arrester System. During Polyester / Polyimide film manufacturing, sparks are generated due to pinholes in the film. If pinholes are big in size, continuous sparking between pinning wire / blade and Chill Roll is possible and the Chill Roll may get severely damaged. Our unique electronic spark arrester system minimizes sparking generated during the process, through the following process:
- Stored energy in pinning and pinning heating process is discharged by the spark arrester system.
- Without the Spark Arrester System, the stored energy is generally discharged from the wire / blade on to the Chill Roll creating a possibility of the Chill Roll getting severely damaged.
- For safety, the Spark Arrester discharge is synchronized with the tripping operation of the Pinning Unit.
- Entire discharge operation is carried out within few microseconds, causing minimum or no damage to the chill roll.
High Voltage Generator Details
- Mains voltage: 415VAc +/- 5%
- Mains frequency: 50Hz / 60Hz +/- 5%
- Inverter output frequency: 10 KHz – 20 KHz
- Inverter output voltage: 15kV
- Inverter output current: 30 mA max
- Recovery time: Less than 1 millisec
- Ripple factor: 0.1% peak - peak
Blade Heating Generator Technical Specification
- Mains voltage: 415VAc +/- 5%
- Mains frequency: 50 Hz / 60Hz +/- 5%
- Inverter output frequency: 10 KHz – 20KHz
- Inverter output voltage: 50 Volt
- Inverter output current: 10.0 Amp max
Key Features
- Band Unwinding and Winding Unit.
- Mounting elements for Unwinder and Winder, with mechanisms for adjustment of Band angle relative to the chill roll.
- 2 axis (x and y), gantry, permitting precise positioning of the Unwinder.
- Winder relative to the melt touch down point.
- A control panel comprising: High Voltage generator, Blade (band), heating generator, Servo controls for Unwinding, Rewinding station. Servo controls for two axis gantry system, and a touch screen panel that enables complete control of the pinning system.
- Remote stations for user mounting close to the Unwinder and Winder units, facilitating convenient system control by the operator.