Frequently asked questions regarding Corona Treatment.
Simple solutions to common queries
Important Questions
- What is Corona Treatment?
- How do you size a Corona Treatment system?
- How do you determine the generator power required?
- What are the consequences of Over/Under Treatment of the Film?
- How do you avoid over/under treatment of the films?
- How can dyne level of the Treated/Non-treated Substrates be determined?
- What is the acceptable treatment level for good printing?
- What is Back Side Treatment? How can it be avoided?
- Is web tension essential in corona treatment application?
- How can a Corona Treater be maintained?
Simple Answers
- What is Corona Treatment?
- How do you size a Corona Treatment system?
- Determine the type of basic material to be used onto which the Corona Treatment is to be done.
- Specify whether the film is to be laminated / coated / printed with which type of ink / covering and the initial dyne level of the film and whether the film is to be treated single-side or double-side.
- Specify maximum web speed (meters / minute) and width (mm).
- Specify maximum and minimum thickness of the web.
- Specify the basic electric supply and the variation.
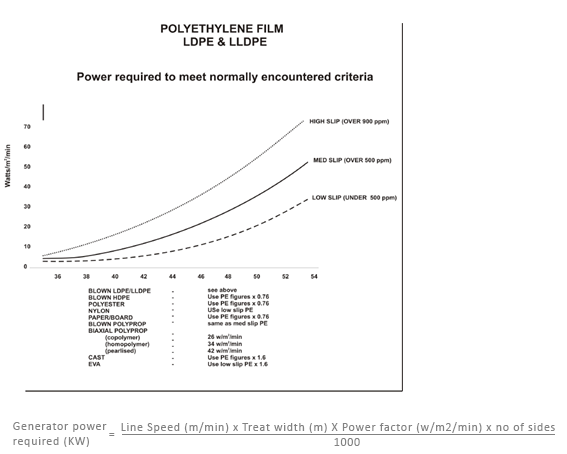
- How do you determine the generator power required?
- What are the consequences of Over/Under Treatment of the Film?
- How do you avoid over/under treatment of the films?
- How can dyne level of the Treated/Non-treated Substrates be determined?
- What is the acceptable treatment level for good printing?
- What is Back Side Treatment? How can it be avoided?
- Is web tension essential in corona treatment application?
- How can a Corona Treater be maintained?
In corona treatment, the film is passed over the roller through the air gap between the fixed electrode and the dielectric whereby the film is exposed to a very high voltage potential at a very high frequency, which causes ionization of air. The equipment used to achieve this comprises a generator, which converts available 230V / 415V, 50Hz power supply a high voltage transformer and the treating station itself. Now under the influence of the electric field, ionized air molecules are made to move about. As the electric field increases, so does the speed and hence the kinetic energy of ionized air molecules. The random collision of these ions with other charged ions result in increased number of ions. Thus when sufficient electric field is developed, then the air gap can be said to have broken down into an ionized current carrying conductor. During this process the atmospheric oxygen is broken down into nascent oxygen and Ozone. The ozone is extracted out of the system where as the active nascent oxygen immediately oxidizes the film.
The power faction (w/m2/min) is calculated basis the graph below:
 Taking into consideration the operating conditions, the Corona Treater should be designed such that the systems are of robust design and operator-friendly.
Taking into consideration the operating conditions, the Corona Treater should be designed such that the systems are of robust design and operator-friendly.
For better post-treatment results of the film, surface energy should be adequately optimized. In case of over treatment, which is quite possible in case of PE substrates during the extrusion process, blocking of the film may take place which would then hamper the subsequent unwinding and tension controlling process. Also over treatment reduces the heat seal ability of the film in case the treated side need to be sealed with some other substrate. In case of under treatment, the film may have low wet ability and correspondingly low dyne levels which would then cause ink peeling in case of printing or delamination in case of lamination process.
Over/under treatment of the films can be avoided by selecting appropriate resins which specific slip additives. During extrusion process, start the production with lower speed, keeping low power of treatment. Establish the treatment level for that particular speed, width, composition of the films. Once this watt density is achieved, correspondingly increase the power output.
Although dyne testing pens are easily available in the market, using a freshly-made uncontaminated dyne solution is the better way of testing dyne level of substrates.
Printing is essentially an adhesion phenomenon between the substrates and the ink. It is not easy to determine the surface tension of the inks. The basic thumb rule should be that the surface tension of the Substrate which is to be printed should be 7 dynes/cm higher than that of the ink which is to be applied.
During high speed treatment processes, if the substrate wrap angle is less than 180 degrees then because of the venturi effect, a differential pressure sets in which tries to lift us the substrate from the roller. As a result of this, air beneath the substrate also gets ionized and the opposite side gets treated which sometimes is not desirable in case of heal-seal application. Also back side treatment can be caused, if the surface of the roller is kept unclean or if there are dents or pits formed onto the surface of the roller due to corrosion. Backside treatment can be avoided by using a nip roller at the entry of the film onto the Treater roller which ensures that a good wrap angle is established between the substrate and the treater roller. Also the surface of the treater roller needs to be kept clean at all times to prevent the unwanted backside treatment.
Improper web tension can lead to wrinkles in the substrate which in turn would lead to the undesired back side treatment. Also if proper web tension is not maintained, the wrap angle of the Substrate with roller gets hampered.
General preventive maintenance schedule needs to be followed as instructed in the operation manual. Also in case of universal treater where in ceramic electrodes are used, proper cleaning and maintenance of these electrodes is essential. The electrodes and electrode holding blocks need to be cleaned with Acetone/Iso Propyl Alcohol solutions. Improper maintenance of the ceramic electrode can lead to premature failure or cracks. Also ensure that the Ozone extraction system is properly maintained and a good negative static pressure is maintained in the ducting chamber. Proper cleaning of Treater roller is essential to prevent corrosion or contamination with the external dust or foreign particles.